Durch Fotoätzen lassen sich vielfältige Strukturen realisieren. Mittels der eigens entwickelten Maskentechnologie ist es uns möglich, den Ätzfortschritt in der dritten Dimension definiert zu steuern. So lassen sich spezifische Durchbruchs-Geometrien dreidimensional herstellen. Dadurch kann Micrometal beispielsweise auch komplexe Geometrien für Lanzetten, Skalpelle und Klingen im Großserienmaßstab fertigen.
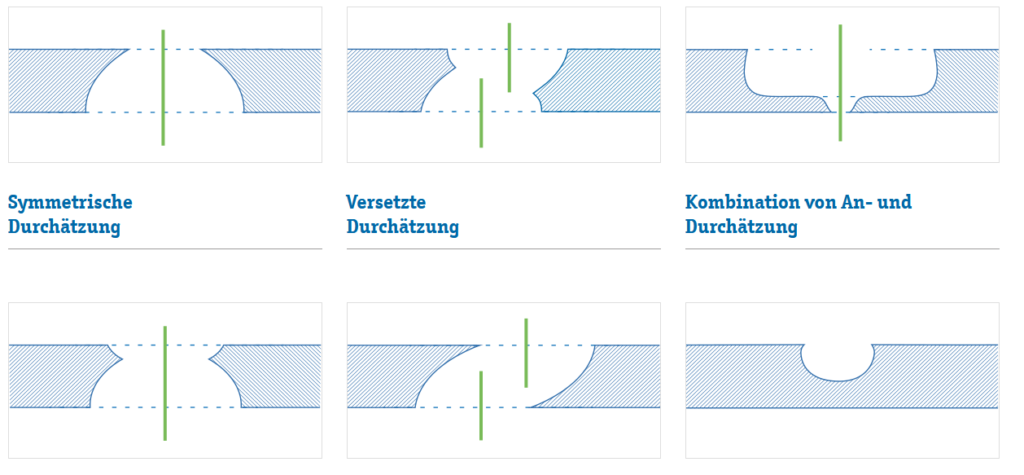
Vielfalt ätzbarer Lochformen
Die Lage bei beidseitig eingebrachten Strukturen kann dabei sehr präzise aufeinander abgestimmt werden. Anätzungen (so genanntes Half Etch) und Öffnungen lassen sich beliebig kombinieren. Durch das Einbringen von definierten mikrofeinen Kanälen werden so zum Beispiel Kapillareffekte gezielt nutzbar.
Kontinuierliche Ätzrechnik
Das von Micrometal entwickelte Know-How unterscheidet sich erheblich von herkömmlicher Ätztechnik, Laser-Bearbeitung oder Feinstanzen. Kundendaten werden via CAD individuell aufbereitet, um ein Glaswerkzeug zu erstellen. Die vom Kunden gewünschte Metall-Legierung – als Coil vorliegend – wird zunächst gereinigt, um dann beidseitig mit Fotolack beschichtet zu werden.
Bereits hier unterscheidet sich unser Verfahren von der standardisierten Vorgehensweise. Unter Verwendung eines selbstentwickelten Nasslacksystems entstehen dünnste Fotolackschichten, die eine höhere Präzision beim Ätzen erlauben. Wie aus der Drucktechnik bekannt, wird das Metallband durch ein individuell für den Kunden gefertigtes Glaswerkzeug belichtet. Im Entwicklerbad entstehen dann die hochgenauen Konturen.
Das Metallband durchläuft anschließend einen Ätzprozess, der verschiedenste Geometrien zulässt. Nach Reinigung und Trocknung folgen abgestimmte Kontrollschritte, die sowohl auf Stichproben, als auch auf umfassenden automatischen Kontrollen basieren können. Je nach Kundenwunsch werden die Ätzteile im Metallband dann auf Spulen (Reel-To-Reel) oder in Einzelnutzen konfektioniert.
Hohe Abbildungsgenauigkeit durch Flüssiglack
Während gewöhnlich Trockenlackfolie in der Ätzindustrie eingesetzt wird, erreichen die Spezialisten von Micrometal unter Verwendung eines speziellen Nasslacksystems dünnste Fotolackschichten. Flüssiglacke eignen sich für die hochpräzise Massenfertigung im Endlosverfahren aufgrund der deutlich geringeren Lackdicke (2 bis 8 µm) besser als Trockenlacke (10 bis 50 µm). Das Ergebnis ist eine höhere Abbildungsgenauigkeit.
Der verwendete Nasslack und das Belichtungssystem sind zudem so aufeinander abgestimmt, dass die vom Sheet-Ätzen bekannten Parallaxe-Probleme gar nicht erst entstehen können.
Einhaltung enger Toleranzen
Der Inline-Ätzprozess ermöglicht durch die Verkettung der einzelnen Prozessschritte ein Ätzen im quasi-stationären Zustand. Dies ermöglicht das Erzielen höchster Genauigkeiten unter Einhaltung engster Toleranzen.
Der mit unserer kontinuierlichen Ätztechnik realisierbare minimale Lochdurchmesser beträgt rund 80% der Materialstärke. Dabei ist 25 µm die dünnste Standardmaterialstärke, mit der wir arbeiten. Das Ätzverfahren ermöglicht so die Einhaltung von Toleranzen im einstelligen Mikrometer-Bereich.
Glas-Fotowerkzeuge mit kurzen Lieferzeiten
Zu Erfüllung höchster Anforderungen an die Genauigkeit werden auf einem Laserbelichter geplottete Glasvorlagen verwendet. Gegenüber Fotofilmvorlagen weisen diese Glaswerkzeuge eine deutlich höhere Abbildungstreue, Feinstruktur und Längenstabilität auf. Diese ist für die notwendige beidseitige, aufeinander referenzierte Abbildung (Ober- zu Unterglas) unabdingbar. Glasvorlagen sind dabei im Vergleich zu anderen für die Metallbearbeitung verwendete Werkzeugen, beispielweise Stanzstempeln, günstiger bei gleichzeitig kurzer Lieferzeit und weit längeren Lebensdauern.
Dank der außergewöhnlich Größe der Glasfotovorlagen kann die Designfläche bis 760 mm lang und 280 mm breit sein. Das Ausgangsmaterial – häufig Edelstahl – kann dabei in einer Breite von bis zu 330 mm vorliegen.